







ABS中空吹塑螺桿機筒簡介:
結構有普通型和高產型,長徑比有25:1、28:1、30:1、32:1,螺桿壓縮比與型坯機頭壓縮比相結合,以滿足擠出過程中料溫的可控性、物料塑化程度的可控性、出料端料流穩(wěn)定性。
合理的剪切、分散原件使得添加劑與物料揉和更均勻,不同長徑比結構相異。
如分離型螺桿:經多次實驗在合理位置引出副棱,可解決在送料、壓縮、螺桿烘料過程中產生的氣體雜質。
為適應高產型螺桿和粉狀進料,機筒進料段設置開槽襯套、強冷水循環(huán),從而增大摩擦力,提升螺桿的泵送能力,具有擠出量大,擠出均勻,螺桿不局部溫升,不糊料等優(yōu)點。
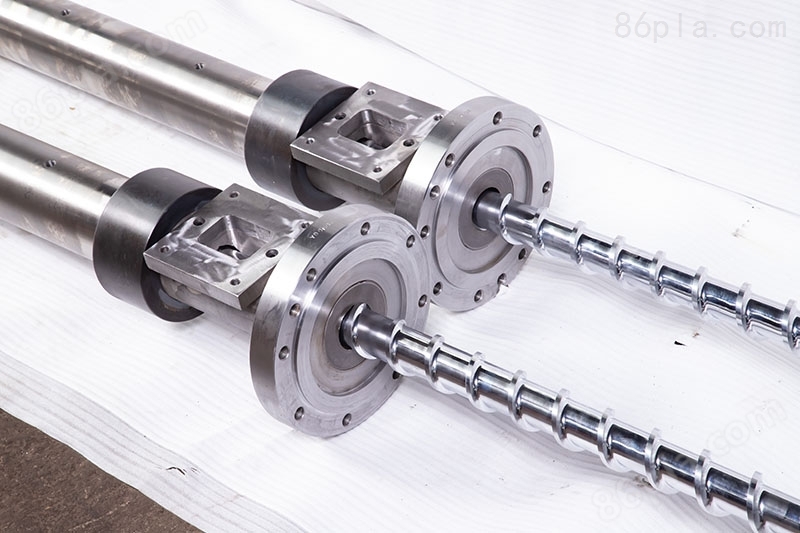
ABS中空吹塑螺桿機筒
方法/步驟
1、螺桿制造應選用耐磨、在高溫環(huán)境中工作變形小的合金鋼制造。精加工后的螺桿工作面應耐磨、耐腐蝕。因此,螺紋部分應進行氮化和鍍硬鉻。硬度為700-800HV。
2、空轉試機時,注意螺桿不能長時間空轉;試機調試時,空轉時間應大于3min。
3、對于螺桿的拆卸,一般可以將螺桿從后面頂出或用專用工具拉出。
4、注塑螺桿及與其相連的零件清理干凈后,檢查工作面是否有劃痕和摩擦損傷面,輕微的擦傷應用細砂布或油石打磨。
5、當螺桿工作面磨損嚴重,擦傷溝較深時,應分析查找損壞原因,排除故障,避免再次出現(xiàn)類似現(xiàn)象,然后對磨損的擦傷進行清理。如果螺桿和機筒磨損嚴重,應先測試兩部分的實際間隙,如果超過標準,此時應更換螺釘。
6、裝配螺釘時,與其他零件的結合面應涂上一層二硫化鉬耐熱潤滑脂,以方便下次拆卸。
7、對暫時不用的螺桿,應在表面清洗干凈后涂上保護油,包好后懸掛在干燥通風處。
















