
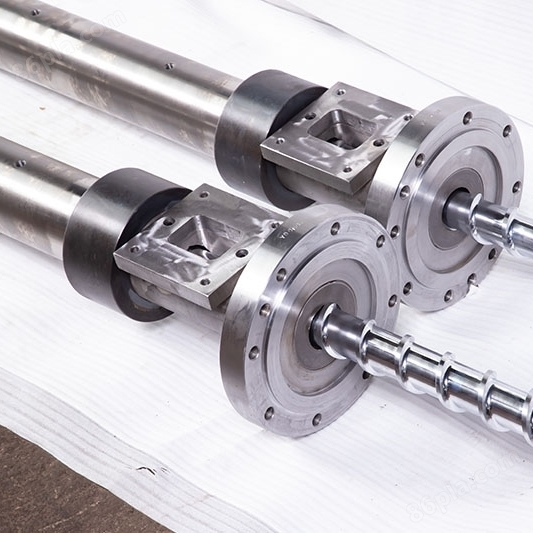







PEEK螺桿機筒簡介:
PEEK擠出溫度在400度左右,螺桿機筒不需要排氣,但必須確保不會給系統造成任何死點(例如擠出邊緣不要有缺口,也不要使用大小不合適的塞子),因為這些死角可能導致形成凝膠和黑斑,設計良好、壓力輸出穩定的應能足夠用于大多數擠出工藝。
設計目標是在要求溫度下以恒定的輸料速度得到均勻的熔體,建議對熔體的溫度和壓力進行監控以充分控制加工過程。
聚合物在加工設備中的停留時間對成品的質量會造成影響,PEEK的熱穩定性非常*,但是當停留時間過長或者料筒溫度太高時,材料在加工時會發生降解,因此擠出的能力與產量需要匹配,以將系統中的凝膠和黑斑降至更低。
材料的選擇:雙金屬料筒WEXCO777或XaloyX-800和粉末冶金CPM-9V或CPM-10V或鉻合金螺桿是經過驗證可以獲得滿意效果的設備材料。
螺桿長徑比24:1至30:1均可,壓縮比在2~3之間。
PEEK螺桿機筒結構特點:
1.吹膜螺桿長寬比=螺釘工作長度(mm)、螺釘直徑(mm)
長徑比大,則吃料易均勻,但容易過滿。使用熱穩定性好的塑料較長的螺桿,無論煤煙如何,均可提高混合性。可以在熱穩定性差的塑料、短螺釘或螺釘末端沒有螺紋的情況下使用。
2.吹膜螺桿壓縮比=進料齒深度(mm)-測量齒深度(mm)
材料的可壓縮性、充電程度、回流、產品要考慮致密、傳熱、排氣。適當的壓縮比會提高塑料密度,使分子和分子之間的結合更加緊密,減少進氣,減少壓力引起的溫度上升,影響輸出量的差異,但不適當的壓縮比破壞塑料物性。
壓縮率越高,在管內塑化過程中塑料溫度上升越高,對塑料在料管內塑化過程中產生的溫升要求越高,對膠化中的塑料產生較佳的混煉均勻度,出料量相對大大減少。但是吹膜螺桿需要更多的扭矩。供給段牙深牙齒太淺,吞吐量不足,壓縮比不足。測量段牙深牙齒太深,壓縮比不足,需要的供給力很大。太淺的話容易通過。壓縮率高,適用于難以熔化的塑料,尤其是熔體粘度、熱穩定性塑料等。低壓縮比適用于容易熔化的塑料,尤其是熔體粘度、熱感塑料等。
















