公司三機一體除濕干燥機發貨鎮江,客戶主要做汽車部件,汽車車燈,需要除濕的原料是尼龍PA66和PMMA。
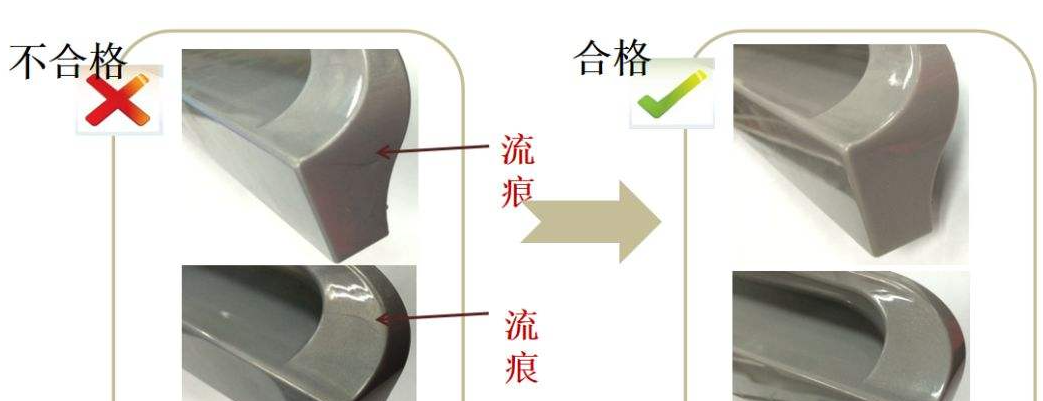
解決產品氣泡問題、銀紋、龜裂、流痕、光亮度不佳,透明度不佳等
注塑制品銀紋,包括表面氣泡和內部氣孔。造成缺陷的主要原因是氣體(主要有水汽、分解氣、溶劑氣、空氣)的干擾。具體原因分析如下:
1.機臺方面:
(1)料筒、螺桿磨損或過膠頭、過膠圈存在料流死角,長期受熱而分解。
(2)加熱系統失控,造成溫度過高而分解,應檢查熱電偶、發熱圈等加熱元件是否有問題。螺桿設計不當,造成個解或容易帶進空氣。
2.模具方面:
(1)排氣不良。
(2)模具中流道、澆口、型腔的磨擦阻力大,造成局部過熱而出現分解。
(3)澆口、型腔分布不平衡,冷卻系統不合理都會造成受熱不平衡而出現局部過熱或阻塞空氣的通道。
(4)冷卻通路漏水進入型腔。
3.塑料方面:
(1)塑料濕度大,添加再生料比例過多或含有有害性屑料(屑料極易分解),應充分干燥塑料及消除屑料。
(2)從大氣中吸潮或從著色劑吸潮,應對著色劑也進行干燥,在機臺上裝干燥器。
(3)塑料中添加的潤滑劑、穩定劑等的用量過多或混合不均,或者塑料本身帶有揮發性溶劑。混合塑料受熱程度難以兼顧時也會出現分解。
(4)塑料受污染,混有其它塑料。
4.加工方面:
(1)設置溫度、壓力、速度、背壓、熔膠馬達轉速過高造成分解,或壓力、速度過低,注射時間、保壓不充分、背壓過低時,由于未能獲得高壓而密度不足無法熔解氣體而出現銀紋,應設置適當的溫度、壓力、速度與時間及采用多段注射速度。
(2)背壓低、轉速快易使空氣進入料筒,隨熔料進入模具,周期過長時融料在料筒內受熱過長而出現分解。
(3)料量不足,加料緩沖墊過大,料溫太低或模溫太低都影響料的流動和成型壓力,促使氣泡的生成。