
今日要聞












推薦展會
更多 > >



推薦專題
更多 > >




注塑機的變頻調速節能應用
一、注塑機工作原理
從50年代推出了螺桿式塑料注射成形機至今已有50多年的歷史。目前在工程塑料加產業中,80%采用注射成型。塑料顆粒(ABS,聚乙烯,改型聚苯乙烯等)在注塑機料筒內進行多段加熱器加熱融蝕后,經螺桿攪拌增壓后注射進模具腔內,保壓冷卻成形,完成一個工件的加工過程。對于塑料加工,注塑機完整的工藝流程為,合模—鎖模—注射—保壓—冷卻—脫模—開模。其中保壓和冷卻,脫模和開模是同時進行的,即保壓過程中,模具在通水冷卻;在開模的過程中,模具內的脫模頂針由隱蔽處逐漸后伸出,使附注在模具上的工件脫落,開模到位后一個加工過程結束。不論大,中,小型注塑機,其工藝流程都是相同的。目前盡大多數的注塑機都是液壓傳動的注塑機,以上的工藝動作過程所需要的動力,均由液壓系統中的油泵提供,油泵又有變量泵和定量泵之分。在注塑機工作時,一個工作周期中各個工序的負荷變化很大,液壓系統所要求的流量和壓力是不同的,生產油泵時已經考慮了這種變化,當液壓系統需要的流量和壓力變化時,油泵的供油量自動地增大或減小來與以適應,這種油泵就是變量泵,不需要再用變頻器進行調速控制。廣泛使用的另一種油泵是定量泵,它的供油量是恒定的,注塑機工作過程中流量和壓力的變化是靠流量比例閥和壓力閥來調節的,多余的油量經溢流閥流回油箱。這樣,加劇了閥門和油泵的磨損,造成油溫升高,電機噪聲過大。另外,從注塑機的設計看,通常在設計時油泵都要留有余量,一般考慮10%~15%,但油泵的系列是有限的,往往選不到合適的油泵型號時就往上靠,存在嚴重的“大馬拉小車”現象,造成電能的大量浪費。因此,對定量泵的注塑機進行變頻調速改造,節約電能,進步經濟效率具有重要的意義。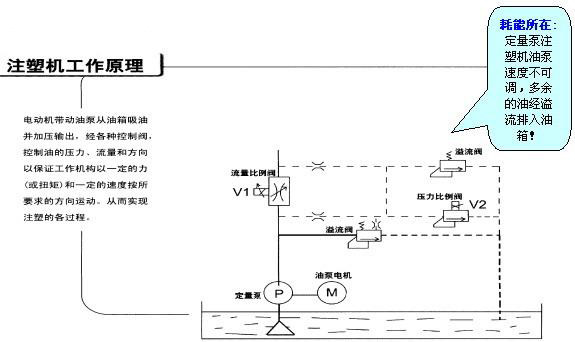
二、注塑機節能分析
根據注塑機的工藝過程,畫出系統油壓P與時間t的關系圖如圖一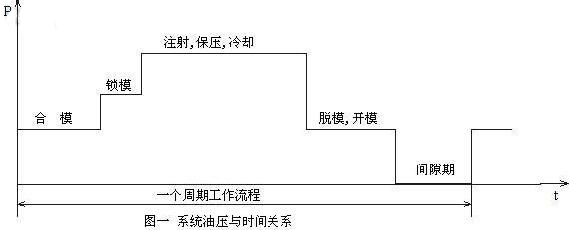
由圖可見,合模和脫模,開模系統所需油壓較低,且時間較短;而注射,保壓,冷卻系統所需油壓較高,且時間較長,一般為一個工作周期的40%~60%,時間的是非與加工工件有關;間歇期更短,這也與加工工件的情況有關,有時可以不要間歇期。以上的圖只是一種簡單的近似表示,實際上,假如注射的螺桿用油馬達驅動,注射時的系統油壓會高一些。注塑機加工工件的重量,從數十克到數萬克不等,zui大注塑機已到92000克。因此,注塑機就有中,小型和大型之分,加工數十克的小工件和加工數千克的大工件一個周期的時間也是不相同的;就是對同一臺注塑機,加工工件的原料不同,各段工藝流程中所需的壓力和時間也是變化的。這些工藝參數的設定,是由現場技術員根據經驗數據和試驗的情況制定的。
從圖一可見,一個周期工作流程中,負載的變化導致系統壓力變化比較大,但油泵仍在50Hz運行,其供油量是恒定不變的,多余的液壓油經溢流閥流回油箱,做無用功,白白地浪費了電能。對油泵進行變頻調速,將定量泵改變為類似變量泵的特性。系統所需壓力較高時,油泵電機50Hz運行,所需壓力較小時,變頻器降頻運行。電機輸出的軸功率與油泵的出口壓力和流量的乘積正比,油泵電機轉速降低后,輸出軸功率降低,就可以達到有效節能,一般節電率在20%~50%。
三、注塑機變頻節能調速改造方案
使用液壓系統的注塑機,有立式和臥式之分。數十克的立式注塑機,油泵采用一個齒輪泵,電機的容量也較小,電器控制電路也較簡單。改造時,將變頻器接進電機的供電回路,再將流量比例閥的信號(0~1A),經變換為4~20mA或0~10號送到變頻器的相應端口上,這樣,隨著加工過程的變化,液壓油的流量也在變化。一般來說,取相對值變化較大的流量信號做控制信號較好,控制信號變化對變頻器頻率調節的范圍大一些;而壓力信號相對值變化較小,對變頻器頻率調節的范圍小一些。假如變頻器頻率調節的范圍不能滿足工藝要求,可用變頻器的功能“頻率增益”來調整。假如使用康沃ZC或ZS系列注塑機變頻器,頻率增益的調節范圍50%~200%。注塑機變頻器就是在通用變頻器的基礎增加了0~1A信號轉換環節,使用起來更方便些。
60克以上的都是臥式注塑機,60克~500克的注塑機,有的是一個油泵,也有的是二個油泵。一個油泵注塑機的改造和立式注塑機的改造是相同的。仍然是從流量比例閥取出0~1A的信號作為變頻器的速度調節信號,固然速度調節信號是由液壓回路元件反饋到變頻器,但調節回路中沒有給定信號,因此控制還是屬于開環控制方式。也是由于節能的原因,大中型注塑機的油泵可能不止一個,如三菱850-MM,1300-MM,1800-MM,2000-MM注塑機均有三個油泵。對應注塑工藝流程,在合模階段,所需的系統壓力較低,這時只有1#油泵工作,到鎖模階段所需的系統壓力較高時,2#油泵再投進工作,在注射階段所需的壓力zui高,三臺油泵同時投進工作,脫模開模所需的壓力較低,再分別停止3#,2#油泵工作。只要開機,1#油泵就一直運行。用三臺小油泵按不同的工藝階段中斷工作,比用一臺大泵一直在運行要節能。具有二個以上油泵的注塑機如何改造?這里以三菱1800-MM注塑機的改造為例加以說明。三菱1800-MM注塑機有三個45kW油泵電機,用一臺變頻器驅動1#油泵電機,變頻器的調節信號取自注塑機流量比例閥,這樣,此變頻器的頻率就隨注塑機液壓油的流量的改變而變化。另外二個油泵電機,可以分別用二臺變頻器驅動。不過這二臺變頻器對電機不進行調速,只作兩位式的控制,即起動和停止。控制變頻器的起動和停止信號,取自于原來該油泵電機的起動和停止信號。變頻器的上限頻率設定在50Hz以下,具體設定值與加工的工件尺寸,材料,料筒的溫度等因素有關。假如變頻器運行頻率低于50Hz,就可以節能。實際上,注塑機設計時都留有余量,加工工件尺寸,材料的變化所需的油壓也要隨之變化。假如注射的壓力過大而鎖模力不足,會使工件出現飛邊;若注射力不足,模具腔內塑料會注不滿,工件報廢;保壓力不足時,工件中塑料比較厚的地方會出現收縮。本例二臺變頻器的運行頻率為37Hz,注塑機的節能率達23%。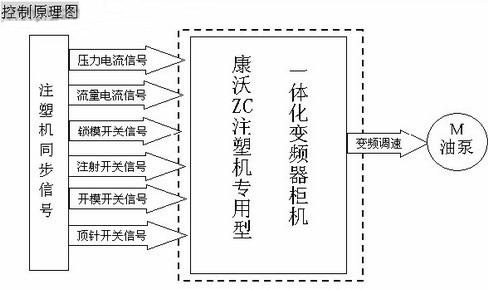
四、留意事項
1.變頻器的選型
注塑機的油泵普遍使用的是葉片泵和柱塞泵,機械特性為恒轉矩,選用具有恒轉矩特性的變頻器,V/F控制或矢量控制變頻器均可,也可選用注塑機型。考慮到注塑工藝各階段的時間有一定要求,變頻器的加速和減速時間要短,一般為1秒,變頻器的容量就要適當加大。根據經驗,矢量控制變頻器選大一檔,V/F控制的變頻器選得更大一些。為防止過載燒電機,調試變頻器時,留意設定好電子熱繼電器功能。
留意:假如您用的是ZC或ZS注塑機型變頻器,變頻器在設計的時候就已經預留了余量和足夠的過載能力,您只需選擇相同功率的變頻器就可以了。
2.備用系統
注塑機進行變頻節能改造時,保存原有的工頻起動回路作備用,這樣一旦變頻器有故障,還能用工頻起動油泵電機繼續運行。
3.變頻器對注塑機數字儀表的干擾
現在注塑機上廣泛使用是交-直-交變頻器,其輸出電流中含有諧波成分,可能會對注塑機產生干擾,zui易受干擾的是溫度控制儀表,因此,在安裝變頻器時需要留意的是:
(1)變頻器需加裝輸進和輸出電抗器
(2)也為了避免相互造成干擾,引進變頻的控制線要作屏蔽處理。信號采用4~20mA電流信號。
(3)變頻器機殼要可靠接地。
(4)變頻器安裝在注塑機內部時,特別要關注透風散熱。
4.電機轉速降低后的溫升
電機用變頻器驅動后,溫升會增加10%,電機速度又降低后,自帶的風機轉速變慢,散熱效率減低,溫升還會增加;但是,考慮到油泵是間歇工作的,溫升也不會增加多少。在我們做過的注塑機改造中,有的在電機上加了恒速風機,有的也沒加,加與不加恒速風機,根據電機工作時的溫度來決定。
五、結束語
對注塑機進行變頻調速,主要的目的在于節能。從小型,中型到大型注塑機都可以加裝變頻器進行節能改造。改造之初,涉及到節能效率的估算。注塑機節能主要與注塑工藝過程相關,做出一個正確的計算的困難的,一般來說,經過改造,一個油泵電機的注塑機節能在30%~50%之間,多個油泵電機的注塑機節能在15%~30%之間。另外,油泵速度的降低減少了機械的磨損,間接的經濟效益也不可小視。
注塑機節能常見疑難解答
1、為什么注塑機變頻器節電率能達30%~60%以上,它是怎樣實現節電的?
答:因注塑機是一種典型的周期性變動負荷設備,一個完整的生產周期包括鎖模、射膠、熔膠、冷卻、開模等階段,對于其液壓系統來說,每個階段對壓力、流量的匹配各不一樣,而油泵電機的功率是根據其運行過程中zui大負荷配備,但是,注塑機一個生產周期中只有高壓鎖模與熔爐膠段電機負荷較大,其它工作階段電機負荷一般較小,特別冷卻過程其負荷幾乎為零。注塑機的整個工作過程中油泵電機的電能損耗嚴重,電能利用率只有30%~70%,因此,其節電空間比較大。針對注塑機開發的變頻器以注塑機的流量與壓力信號作為本身的控制信號,實現軟起動和無級調速,從而達到電機的輸出功率與其負荷相匹配,與注塑機整個工藝*吻合,在不影響生產效率的條件下實現節能,節電率可達30%~60%以上。
2、變頻器安裝是否對生產造成影響?怎樣確定節電效果?
答:整個安裝過程只要幾十分鐘,而且變頻器安裝勿須改變注塑機原有電路,操縱簡單,對原來的生產過程無任何影響;變頻器安裝調試完畢且注塑機運行正常后就可以開始節電效果測試,首先把變頻器切換為非節電運行狀態,記錄測試起止時間及測試開始、結束時電度表的讀數,算出非節電狀態下油泵電機每小時耗電量,然后切換為節電運行狀態,以同樣的方式記錄注塑機相同條件下的用電量,算出節電狀態下油泵電機每小時的耗電量,再根據公式:節電率=[(非節電狀態用電量-節電狀態用電量)÷非節電狀態用電量]×100%求出節電率。因此,裝上變頻器后,可以馬上測試出節電率,確定節電效果,可以實實在在地知道每小時節約多少度電,降低了多少生產本錢。
3、節電過程中電機頻繁的啟動對電機是否有影響?
答:無任何不良影響!CVF-ZC變頻器是注塑機的節電設備,其軟件中設計了電動機的“S”型啟動曲線,21種V/F轉矩提升方式,以及在運行過程中實現無級調速,此外有0.2秒~3200秒寬度可調加速時間選擇,可根據不同功率的電機選擇適當的加速時間,因而避免了電動機直接啟動時的大沖擊電流。實在,在變頻器控制下的電動機的任何啟動過程實際是一種無電流沖擊的“軟起動”過程。另外變頻器對電動機還包含有多種保護功能,比如:過流、過壓、過載、欠壓、過熱、CPU保護功能等等。因此,即使是電動機頻繁的啟動、停止,對電動機本身無任何不良影響。
從50年代推出了螺桿式塑料注射成形機至今已有50多年的歷史。目前在工程塑料加產業中,80%采用注射成型。塑料顆粒(ABS,聚乙烯,改型聚苯乙烯等)在注塑機料筒內進行多段加熱器加熱融蝕后,經螺桿攪拌增壓后注射進模具腔內,保壓冷卻成形,完成一個工件的加工過程。對于塑料加工,注塑機完整的工藝流程為,合模—鎖模—注射—保壓—冷卻—脫模—開模。其中保壓和冷卻,脫模和開模是同時進行的,即保壓過程中,模具在通水冷卻;在開模的過程中,模具內的脫模頂針由隱蔽處逐漸后伸出,使附注在模具上的工件脫落,開模到位后一個加工過程結束。不論大,中,小型注塑機,其工藝流程都是相同的。目前盡大多數的注塑機都是液壓傳動的注塑機,以上的工藝動作過程所需要的動力,均由液壓系統中的油泵提供,油泵又有變量泵和定量泵之分。在注塑機工作時,一個工作周期中各個工序的負荷變化很大,液壓系統所要求的流量和壓力是不同的,生產油泵時已經考慮了這種變化,當液壓系統需要的流量和壓力變化時,油泵的供油量自動地增大或減小來與以適應,這種油泵就是變量泵,不需要再用變頻器進行調速控制。廣泛使用的另一種油泵是定量泵,它的供油量是恒定的,注塑機工作過程中流量和壓力的變化是靠流量比例閥和壓力閥來調節的,多余的油量經溢流閥流回油箱。這樣,加劇了閥門和油泵的磨損,造成油溫升高,電機噪聲過大。另外,從注塑機的設計看,通常在設計時油泵都要留有余量,一般考慮10%~15%,但油泵的系列是有限的,往往選不到合適的油泵型號時就往上靠,存在嚴重的“大馬拉小車”現象,造成電能的大量浪費。因此,對定量泵的注塑機進行變頻調速改造,節約電能,進步經濟效率具有重要的意義。
二、注塑機節能分析
根據注塑機的工藝過程,畫出系統油壓P與時間t的關系圖如圖一
由圖可見,合模和脫模,開模系統所需油壓較低,且時間較短;而注射,保壓,冷卻系統所需油壓較高,且時間較長,一般為一個工作周期的40%~60%,時間的是非與加工工件有關;間歇期更短,這也與加工工件的情況有關,有時可以不要間歇期。以上的圖只是一種簡單的近似表示,實際上,假如注射的螺桿用油馬達驅動,注射時的系統油壓會高一些。注塑機加工工件的重量,從數十克到數萬克不等,zui大注塑機已到92000克。因此,注塑機就有中,小型和大型之分,加工數十克的小工件和加工數千克的大工件一個周期的時間也是不相同的;就是對同一臺注塑機,加工工件的原料不同,各段工藝流程中所需的壓力和時間也是變化的。這些工藝參數的設定,是由現場技術員根據經驗數據和試驗的情況制定的。
從圖一可見,一個周期工作流程中,負載的變化導致系統壓力變化比較大,但油泵仍在50Hz運行,其供油量是恒定不變的,多余的液壓油經溢流閥流回油箱,做無用功,白白地浪費了電能。對油泵進行變頻調速,將定量泵改變為類似變量泵的特性。系統所需壓力較高時,油泵電機50Hz運行,所需壓力較小時,變頻器降頻運行。電機輸出的軸功率與油泵的出口壓力和流量的乘積正比,油泵電機轉速降低后,輸出軸功率降低,就可以達到有效節能,一般節電率在20%~50%。
三、注塑機變頻節能調速改造方案
使用液壓系統的注塑機,有立式和臥式之分。數十克的立式注塑機,油泵采用一個齒輪泵,電機的容量也較小,電器控制電路也較簡單。改造時,將變頻器接進電機的供電回路,再將流量比例閥的信號(0~1A),經變換為4~20mA或0~10號送到變頻器的相應端口上,這樣,隨著加工過程的變化,液壓油的流量也在變化。一般來說,取相對值變化較大的流量信號做控制信號較好,控制信號變化對變頻器頻率調節的范圍大一些;而壓力信號相對值變化較小,對變頻器頻率調節的范圍小一些。假如變頻器頻率調節的范圍不能滿足工藝要求,可用變頻器的功能“頻率增益”來調整。假如使用康沃ZC或ZS系列注塑機變頻器,頻率增益的調節范圍50%~200%。注塑機變頻器就是在通用變頻器的基礎增加了0~1A信號轉換環節,使用起來更方便些。
60克以上的都是臥式注塑機,60克~500克的注塑機,有的是一個油泵,也有的是二個油泵。一個油泵注塑機的改造和立式注塑機的改造是相同的。仍然是從流量比例閥取出0~1A的信號作為變頻器的速度調節信號,固然速度調節信號是由液壓回路元件反饋到變頻器,但調節回路中沒有給定信號,因此控制還是屬于開環控制方式。也是由于節能的原因,大中型注塑機的油泵可能不止一個,如三菱850-MM,1300-MM,1800-MM,2000-MM注塑機均有三個油泵。對應注塑工藝流程,在合模階段,所需的系統壓力較低,這時只有1#油泵工作,到鎖模階段所需的系統壓力較高時,2#油泵再投進工作,在注射階段所需的壓力zui高,三臺油泵同時投進工作,脫模開模所需的壓力較低,再分別停止3#,2#油泵工作。只要開機,1#油泵就一直運行。用三臺小油泵按不同的工藝階段中斷工作,比用一臺大泵一直在運行要節能。具有二個以上油泵的注塑機如何改造?這里以三菱1800-MM注塑機的改造為例加以說明。三菱1800-MM注塑機有三個45kW油泵電機,用一臺變頻器驅動1#油泵電機,變頻器的調節信號取自注塑機流量比例閥,這樣,此變頻器的頻率就隨注塑機液壓油的流量的改變而變化。另外二個油泵電機,可以分別用二臺變頻器驅動。不過這二臺變頻器對電機不進行調速,只作兩位式的控制,即起動和停止。控制變頻器的起動和停止信號,取自于原來該油泵電機的起動和停止信號。變頻器的上限頻率設定在50Hz以下,具體設定值與加工的工件尺寸,材料,料筒的溫度等因素有關。假如變頻器運行頻率低于50Hz,就可以節能。實際上,注塑機設計時都留有余量,加工工件尺寸,材料的變化所需的油壓也要隨之變化。假如注射的壓力過大而鎖模力不足,會使工件出現飛邊;若注射力不足,模具腔內塑料會注不滿,工件報廢;保壓力不足時,工件中塑料比較厚的地方會出現收縮。本例二臺變頻器的運行頻率為37Hz,注塑機的節能率達23%。
四、留意事項
1.變頻器的選型
注塑機的油泵普遍使用的是葉片泵和柱塞泵,機械特性為恒轉矩,選用具有恒轉矩特性的變頻器,V/F控制或矢量控制變頻器均可,也可選用注塑機型。考慮到注塑工藝各階段的時間有一定要求,變頻器的加速和減速時間要短,一般為1秒,變頻器的容量就要適當加大。根據經驗,矢量控制變頻器選大一檔,V/F控制的變頻器選得更大一些。為防止過載燒電機,調試變頻器時,留意設定好電子熱繼電器功能。
留意:假如您用的是ZC或ZS注塑機型變頻器,變頻器在設計的時候就已經預留了余量和足夠的過載能力,您只需選擇相同功率的變頻器就可以了。
2.備用系統
注塑機進行變頻節能改造時,保存原有的工頻起動回路作備用,這樣一旦變頻器有故障,還能用工頻起動油泵電機繼續運行。
3.變頻器對注塑機數字儀表的干擾
現在注塑機上廣泛使用是交-直-交變頻器,其輸出電流中含有諧波成分,可能會對注塑機產生干擾,zui易受干擾的是溫度控制儀表,因此,在安裝變頻器時需要留意的是:
(1)變頻器需加裝輸進和輸出電抗器
(2)也為了避免相互造成干擾,引進變頻的控制線要作屏蔽處理。信號采用4~20mA電流信號。
(3)變頻器機殼要可靠接地。
(4)變頻器安裝在注塑機內部時,特別要關注透風散熱。
4.電機轉速降低后的溫升
電機用變頻器驅動后,溫升會增加10%,電機速度又降低后,自帶的風機轉速變慢,散熱效率減低,溫升還會增加;但是,考慮到油泵是間歇工作的,溫升也不會增加多少。在我們做過的注塑機改造中,有的在電機上加了恒速風機,有的也沒加,加與不加恒速風機,根據電機工作時的溫度來決定。
五、結束語
對注塑機進行變頻調速,主要的目的在于節能。從小型,中型到大型注塑機都可以加裝變頻器進行節能改造。改造之初,涉及到節能效率的估算。注塑機節能主要與注塑工藝過程相關,做出一個正確的計算的困難的,一般來說,經過改造,一個油泵電機的注塑機節能在30%~50%之間,多個油泵電機的注塑機節能在15%~30%之間。另外,油泵速度的降低減少了機械的磨損,間接的經濟效益也不可小視。
注塑機節能常見疑難解答
1、為什么注塑機變頻器節電率能達30%~60%以上,它是怎樣實現節電的?
答:因注塑機是一種典型的周期性變動負荷設備,一個完整的生產周期包括鎖模、射膠、熔膠、冷卻、開模等階段,對于其液壓系統來說,每個階段對壓力、流量的匹配各不一樣,而油泵電機的功率是根據其運行過程中zui大負荷配備,但是,注塑機一個生產周期中只有高壓鎖模與熔爐膠段電機負荷較大,其它工作階段電機負荷一般較小,特別冷卻過程其負荷幾乎為零。注塑機的整個工作過程中油泵電機的電能損耗嚴重,電能利用率只有30%~70%,因此,其節電空間比較大。針對注塑機開發的變頻器以注塑機的流量與壓力信號作為本身的控制信號,實現軟起動和無級調速,從而達到電機的輸出功率與其負荷相匹配,與注塑機整個工藝*吻合,在不影響生產效率的條件下實現節能,節電率可達30%~60%以上。
2、變頻器安裝是否對生產造成影響?怎樣確定節電效果?
答:整個安裝過程只要幾十分鐘,而且變頻器安裝勿須改變注塑機原有電路,操縱簡單,對原來的生產過程無任何影響;變頻器安裝調試完畢且注塑機運行正常后就可以開始節電效果測試,首先把變頻器切換為非節電運行狀態,記錄測試起止時間及測試開始、結束時電度表的讀數,算出非節電狀態下油泵電機每小時耗電量,然后切換為節電運行狀態,以同樣的方式記錄注塑機相同條件下的用電量,算出節電狀態下油泵電機每小時的耗電量,再根據公式:節電率=[(非節電狀態用電量-節電狀態用電量)÷非節電狀態用電量]×100%求出節電率。因此,裝上變頻器后,可以馬上測試出節電率,確定節電效果,可以實實在在地知道每小時節約多少度電,降低了多少生產本錢。
3、節電過程中電機頻繁的啟動對電機是否有影響?
答:無任何不良影響!CVF-ZC變頻器是注塑機的節電設備,其軟件中設計了電動機的“S”型啟動曲線,21種V/F轉矩提升方式,以及在運行過程中實現無級調速,此外有0.2秒~3200秒寬度可調加速時間選擇,可根據不同功率的電機選擇適當的加速時間,因而避免了電動機直接啟動時的大沖擊電流。實在,在變頻器控制下的電動機的任何啟動過程實際是一種無電流沖擊的“軟起動”過程。另外變頻器對電動機還包含有多種保護功能,比如:過流、過壓、過載、欠壓、過熱、CPU保護功能等等。因此,即使是電動機頻繁的啟動、停止,對電動機本身無任何不良影響。
上一篇:包裝用環氧樹脂和硅膠的優點及缺點
下一篇:塑料造粒工藝的合理選擇
- 凡本網注明"來源:塑料機械網"的所有作品,版權均屬于塑料機械網,轉載請必須注明塑料機械網,http://www.hmfcabc.com。違反者本網將追究相關法律責任。
- 企業發布的公司新聞、技術文章、資料下載等內容,如涉及侵權、違規遭投訴的,一律由發布企業自行承擔責任,本網有權刪除內容并追溯責任。
- 本網轉載并注明自其它來源的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點或證實其內容的真實性,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。





