
JB-T8943-1999全塑鞋用注射機
2012年07月26日| 資料類型 | 文件 | 資料大小 | |
| 下載次數(shù) | 0 | 資料圖片 | 【點擊下載】 |
| 上 傳 人 | 默認 | 需要積分 | 0 |
| 關 鍵 詞 | |||
- 【資料簡介】
- 前言
本標準由全國橡膠塑料機械標準化技術委員會塑料機械標準化分技術委員會提出并歸口。
本標準負責起草單位:湖北鄂城通用機器集團公司。
本標準參加起草單位:福建龍巖塑料機械廠。
本標準主要起草人:周漢波、夏敬沾、陳棟林、湯貴昌、陳素蓮。
1范圍
本標準規(guī)定了全塑鞋用注射機的型式與基本參數(shù),技術要求,試驗方法與檢驗規(guī)則,標志、包裝、
運輸和貯存。
本標準適用于生產(chǎn)發(fā)泡(或不發(fā)泡)的單色及多色鞋底、拖鞋、涼鞋、雨鞋、靴等全塑鞋類的成
型機(以下簡稱全塑機)。
2引用標準
下列標準所包含的條文,通過在本標準中引用而構(gòu)成為本標準的條文。本標準出版時,所示版本
均為有效。所有標準都會被修訂,使用本標準的各方應探討使用下列標準版本的可能性。
GB191—1990包裝儲運圖示標志
GB/T6388—1986運輸包裝收發(fā)貨標志
GB/T13306—1991標牌
GB/T13384—1992機電產(chǎn)品包裝通用技術條件
JB/T6929—1993塑料擠出轉(zhuǎn)盤制鞋機
JB/T7267—1994塑料注射成型機
3型式與基本參數(shù)
3.1型式
全塑機的型式為多工位、轉(zhuǎn)盤式往復螺桿注射型。
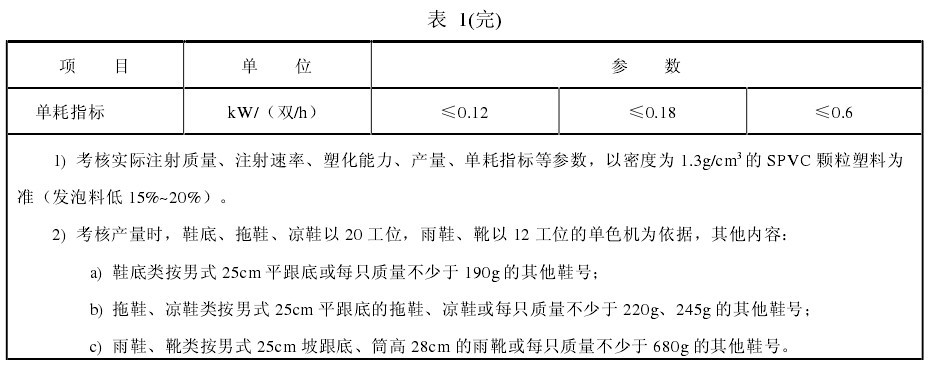
3.2基本參數(shù)
基本參數(shù)應符合表1規(guī)定。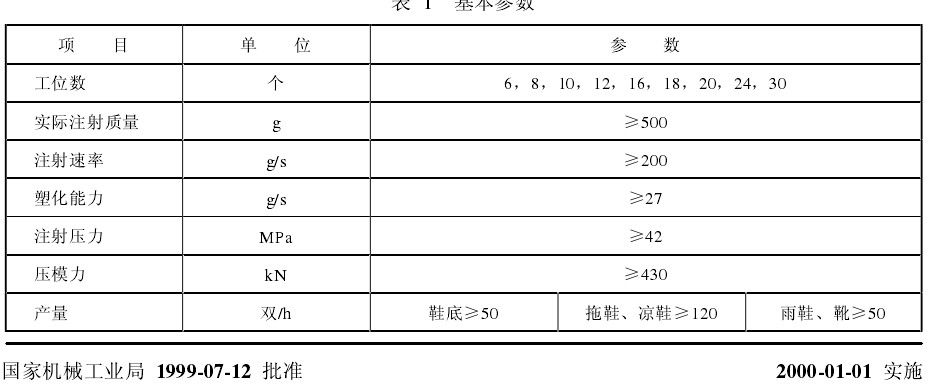
4 技術要求
全塑機應符合本標準的要求,并按照經(jīng)規(guī)定程序批準的產(chǎn)品圖樣及技術文件制造。
4. 1 整機技術要求
4. 1. 1 全塑機必須充分考慮安全,應設有機械、電氣、液壓三種聯(lián)鎖安全保護裝置中的兩種。
4. 1. 2 全塑機應采用可編程序控制(PLC)控制,應包括下列要求:
a) 完善的動作循環(huán)程序;
b) 數(shù)字化計量;
c) 加熱溫度自動控制;
d) 自診斷功能。
4. 1. 3 轉(zhuǎn)盤轉(zhuǎn)位、開合模動作應靈活、平穩(wěn)準確、可靠。
4. 1. 4 電氣系統(tǒng)應符合以下要求:
a) 電氣裝置和主機的金屬外殼應有接地裝置,接地端應位于接線的位置,并標有保護接地符號或
字母 PE;
b) 電氣裝置的金屬殼體或可能帶電的金屬件與接地螺釘間,必須保證具有可靠的電氣連接。其與
接地螺釘間的連接電阻實測值不得超過 0.1Ω。
c) 電氣裝置中,不接地電氣件的絕緣電阻不得低于 1MΩ。
d) 電氣絕緣應能承受 1500V、50Hz 交流正弦波,歷時 1min 而無擊穿或閃絡現(xiàn)象。
4. 1. 5 液壓系統(tǒng)應符合以下要求:
a) 工作油溫不超過 60℃;
b) 在額定工作壓力下,應無漏油現(xiàn)象,滲油處不多于三處;
c) 工作油液污染度不超過 70mg/L;
d) 液壓管道排列應整齊。
4. 1. 6 整機外觀要求
4. 1. 6. 1 整機外觀應整潔美觀,顏色和諧。
4. 1. 6. 2 油漆表面應色澤均勻、漆層牢固,無起泡、流痕、剝落等缺陷。
4. 1. 7 整機噪聲(聲壓級)不大于 85dB(A)。
4. 2 總裝技術要求
4. 2. 1 全塑機所有零、部件必須經(jīng)檢驗合格,外購件有合格證才能進行裝配。
4. 2. 2 螺桿與機筒的zui大徑向間隙為 0.30~0.35mm。
5 試驗方法與檢驗規(guī)則
5. 1 抽樣
全塑機出廠檢驗時,應進行全數(shù)檢查。型式檢驗時抽樣檢查,每次抽一臺,如果檢查項目中有一
項不合格,則應再抽檢一臺,若仍有項目不合格,則型式檢驗判定為不合格。
5. 2 試驗方法
5. 2. 1 基本參數(shù)中的注射質(zhì)量、塑化能力、注射速率、注射壓力按 JB/T 7267—1994 中 6.2~6.5 規(guī)定,
產(chǎn)量、單耗指標按 JB/T 6929—1993 中的 6.3、6.4 規(guī)定。
5. 2. 2 壓模力的檢測
全塑機在額定的工作壓力下,置壓力傳感器于上下模板中心位置,由壓力傳感器~靜態(tài)電阻應變
儀構(gòu)成測力系統(tǒng),測量三次,求其算術平均值。
5. 2. 3 全塑機啟動運轉(zhuǎn)后,檢查可編程序控制器自診顯視、監(jiān)視系統(tǒng)是否完備,機器的各部件動作是
否有效。其他電氣的檢測按 JB/T 7267—1994 中 6.8 規(guī)定。
5. 2. 4 液壓系統(tǒng)的檢測按 JB/T 7267—1994 中 6.7 規(guī)定。
5. 2. 5 整機外觀、油漆表面采用目測。
5. 2. 6 整機噪聲的檢測按 JB/T 6929—1993 中 6.13 規(guī)定。
5. 3 檢驗規(guī)則
每臺產(chǎn)品須經(jīng)制造廠質(zhì)量檢驗部門檢驗合格后,并附有產(chǎn)品質(zhì)量合格證方能出廠。
5. 3. 1 出廠檢驗
每臺全塑機出廠前應進行不少于 4h 的連續(xù)空運轉(zhuǎn)試驗,并按第 4 章的內(nèi)容檢查。
5. 3. 2 型式檢驗
型式檢驗應在下列情況之一時進行:
a) 新產(chǎn)品或老產(chǎn)品轉(zhuǎn)廠生產(chǎn)的試制定型鑒定;
b) 正式生產(chǎn)后,如結(jié)構(gòu)、材料、工藝有較大改變,可能影響產(chǎn)品性能時;
c) 產(chǎn)品長期停產(chǎn)后,恢復生產(chǎn)時;
d) 出廠檢驗結(jié)果與上次型式檢驗有較大差異時;
e) 國家質(zhì)量監(jiān)督機構(gòu)提出進行型式檢驗要求時。
型式檢驗應進行不少于 2h 的負荷運轉(zhuǎn)試驗,并按第 3 章的內(nèi)容進行檢查。
6 標志、包裝、運輸和貯存
6. 1 標志
每臺產(chǎn)品應在適當明顯位置固定產(chǎn)品標牌,標牌應符合 GB/T 13306 規(guī)定,并有下列內(nèi)容:
a) 制造廠名;
b) 產(chǎn)品名稱及型號;
c) 產(chǎn)品編號及出廠日期。
6. 2 包裝
產(chǎn)品包裝應符合 GB/T 13384 要求,在產(chǎn)品包裝箱內(nèi)應裝有下列技術文件(裝入防水的袋內(nèi)):
a) 裝箱單;
b) 產(chǎn)品合格證;
c) 產(chǎn)品使用說明書。
6. 3 運輸
產(chǎn)品運輸應符合 GB 191 和 GB/T 6388 的規(guī)定。
6. 4 貯存
產(chǎn)品應貯存在干燥、通風處,避免受潮。露天存放應有防雨措施。

- 凡本網(wǎng)注明"來源:塑料機械網(wǎng)"的所有作品,版權(quán)均屬于塑料機械網(wǎng),轉(zhuǎn)載請必須注明塑料機械網(wǎng),http://www.hmfcabc.com。違反者本網(wǎng)將追究相關法律責任。
- 企業(yè)發(fā)布的公司新聞、技術文章、資料下載等內(nèi)容,如涉及侵權(quán)、違規(guī)遭投訴的,一律由發(fā)布企業(yè)自行承擔責任,本網(wǎng)有權(quán)刪除內(nèi)容并追溯責任。
- 本網(wǎng)轉(zhuǎn)載并注明自其它來源的作品,目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點或證實其內(nèi)容的真實性,不承擔此類作品侵權(quán)行為的直接責任及連帶責任。其他媒體、網(wǎng)站或個人從本網(wǎng)轉(zhuǎn)載時,必須保留本網(wǎng)注明的作品來源,并自負版權(quán)等法律責任。
- 如涉及作品內(nèi)容、版權(quán)等問題,請在作品發(fā)表之日起一周內(nèi)與本網(wǎng)聯(lián)系,否則視為放棄相關權(quán)利。





